 |
| June 14, 2016 | Volume 12 Issue 22 |
Designfax weekly eMagazine

Archives
Partners
Manufacturing Center
Product Spotlight
Modern Applications News
Metalworking Ideas For
Today's Job Shops
Tooling and Production
Strategies for large
metalworking plants
Engineer's Toolbox:
Metal 3D-printed parts see real-world drilling action
Oilfield drilling equipment manufacturer steers manufacturing on a new production path with components made using industrial 3D-printing technology from EOS.

Figure 1. An example of a drill bit and rotary steerable system (RSS). Complex parts for such systems are now being produced by APS Technology with industrial 3D-printing technology from EOS. [Image courtesy: APS]
Well drillers routinely cut miles-deep holes through various rock formations, steering the well bores through complex geometries. The technology uses a combination of Measurement While Drilling (MWD) and Rotary Steerable Systems (RSS), mounted immediately behind the drill bit to take real-time measurements of borehole position and control the trajectory. This data is transmitted uphole, enabling well operators to make intelligent decisions on where to steer the wellbore.
Harsh environments
Aside from the obvious difficulties faced when cutting rock with an extremely long, flexible tool, the pressurized fluid used to cool the drill head and flush away cuttings is highly abrasive and travels fast. This can wreak havoc on the downhole systems, as well as on many other types of drilling equipment, destroying even super-tough Inconel and 17-4 stainless steel.
"You've got this sandy, silty liquid going by at 60 feet per second. It erodes parts pretty quickly," says Paul Seaton, vice president of marketing at APS Technology, a global designer and contract manufacturer of drilling optimization products headquartered in Wallingford, CT. "It's amazing to see how quickly these expensive, precision-machined steel components are eroded away by the flow of the drilling fluid."
APS aims to help well operators with a variety of intelligent tools, including steerable drill motors, vibration dampers, modeling and analysis tools, and logging sensors, in addition to its MWD systems. Seaton has been with the company since 2005 and says he and the rest of the APS team are focused on ways to continuously improve its products. "Better flow paths, reducing pressure drops, eliminating erosion, and turbulence -- these are all a big deal for us," he says.

Figure 2. SureShot fixed-mount MWD systems offered by APS Technology include Mud Pulse telemetry and Electro-Magnetic telemetry. [Image courtesy: APS]
Previously, many of the continuous improvement efforts at APS have been accomplished using a variety of additive manufacturing (AM) methods such as selective laser sintering (SLS) and fused deposition modeling (FDM). These processes produce accurate models of most any design imaginable, and do so in Nylon, ABS, and other engineering-grade polymers. There's only one problem: These materials don't survive very long in the harsh environment in which APS products are used.
"We've had lots of plastic parts made for us," says Seaton. "And while it's nice to get your hands on them, and see how they fit together, they're of little value for testing our equipment. They just don't last.
"However, now we've developed the ability to make those components in stainless steel, Inconel, and other metals, which is a huge advantage to us, because we can 3D print actual parts and use them under real-world conditions."

Figure 3. The EOSINT M 280 Direct Metal Laser Sintering (DMLS) System from EOS that APS uses to manufacture MWD systems. [Image courtesy: EOS].
Taking control
Seaton is talking about APS's integration of Direct Metal Laser Sintering (DMLS) technology from EOS. Senior mechanical engineer Chris Funke was APS's new team member when the EOSINT M 280 system arrived, and was part of the team tasked with putting the AM technology to work.
"The system had only been here a month or so when I started working at APS," he says. "They'd done a couple test builds and other things to familiarize themselves with it, but it was certainly a new technology for all of us. EOS supported us with onsite training and application advice, and we were able to progress pretty quickly into prototyping different parts. Because of those early wins, we are now shifting into more production-oriented work."
One of those wins is a five-stage turbine used to power a steerable drilling head and its onboard MWD system. Each turbine contains several parts printed or "grown" using DMLS, an additive manufacturing process that, in the case of the EOSINT M 280, uses a 200-W to 400-W Yb-fiber laser and precision scanning optics to trace tissue-thin slices of a CAD model onto a bed of fine metal powder. As the laser passes, each individual metal particle melts and becomes fused to its neighbors, "growing" the part. Once each slice has been scanned and melted, a fresh layer of metal powder is spread over the burgeoning workpiece and the process is repeated, layer by layer, until complete.

Figure 4. The ability to print components in Inconel, 17-4 PH, and other tough metals gives APS greater product reliability and shorter time to market. This stator -- produced using DMLS -- is part of a multi-piece assembly used in MWD systems. [Image courtesy: APS]
Each turbine contains "some complicated end housings" and five sets of stators and rotors, all of which are built on APS's EOSINT M 280. Funke says these components are definitely seeing real-world drilling action, including service in the company's own test well, currently 3,000 ft deep.
DMLS is opening new doors for the product designers at APS, he says. "With many of our tools, we have significant space constraints. Everything has to fit inside a drill collar, which by the time you get several thousand feet deep becomes quite small, oftentimes leaving us with a space just a couple inches across to run seals, hydraulic lines, wiring, and all the electronics needed to operate the MWD system."
The "impossible" made possible with additive manufacturing
Because DMLS enables designers to make complex geometries that were previously un-manufacturable, challenges such as these become far more manageable. Honeycomb lattice structures, for example, and thin-but-strong webbing can be created, producing parts that are far more space efficient than their traditionally machined counterparts, maximizing available real estate.
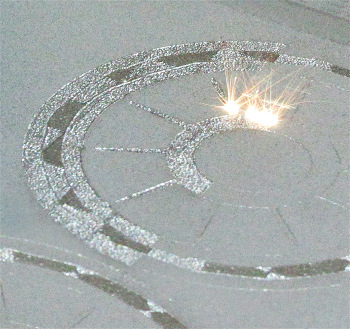
Figure 5. Shown here is the manufacture of a stator in APS's EOS system. The DMLS process employs a laser and precision optics to build fully dense metal components, one layer at a time, that can serve in functional prototype or industrial production roles. [Image courtesy: APS]
Another advantage of DMLS is the ability to create "organic" shapes, such as gently sloped surfaces and curved holes. "We used to drill these long, angled holes, maybe 3/16 inches diameter by 10 inches or so deep, and get them to intersect similar holes drilled from the other end," Funke says. "Deburring features like that is difficult, and you run the risk of sharp internal edges that might chafe wires or cause inefficient hydraulic fluid flow. Now, with the EOSINT M 280, we just print a smooth, curved hole, in whatever profile is needed for the application. It solves a lot of problems for us."
DMLS also allows APS to "compress" the total length of its drill assembly, bringing the MWD components closer to the drilling head. This improves well-drilling accuracy and reduces product cost. "Because we have greater design freedom, we can potentially shorten the entire drill stream, minimizing the delay between what's just been drilled and the actual measurement," says Funke. "That's the end goal of any MWD system."

Figure 6. A complete MWD system. Some components of the turbine inside were printed with an EOSINT M 280 system. [Image courtesy: APS]
Steering toward the future
Paul Seaton agrees. "If you look at some of our devices, they're very angular because that's been the easiest -- and often the only -- way to machine them. DMLS opens the possibility of building parts with streamlined, natural shapes. This provides an optimized flow path for the drilling fluids and helps minimize the erosion caused by sharp turns. That's not something we've done yet, but it's certainly a potential for some of our high-erosion areas. The possibilities are really quite fascinating."
So Funke and his fellow engineers are busy working on additional component redesigns, including one that "looks like a piece of Swiss cheese" and has reduced the part count in a drilling assembly from four separate components to just one. DMLS is also providing cost savings in the company's extensive machine shop, where jigs and fixtures that once took days or even weeks to machine can now be printed, unattended, overnight.
Aside from the advantages APS has seen in part-count reduction and novel component shapes, designers are finding that product development cycles are substantially shorter. "Many of our components have historically been made of cast materials with very long lead times," Funke says. "It sometimes took months to get the prototype parts needed for a complete system evaluation. Now we can design several variations of whatever is needed, print a batch of parts, and complete a test cycle in just a few weeks."

Figure 7. This rotor is part of the turbine assembly used to power a down-hole drilling head designed and manufactured by APS. It was printed on an EOSINT 280 M Direct Metal Laser Sintering (DMLS) system from EOS. [Image courtesy: APS]
Furthermore, there's no need for APS to invest in molds and other tooling that might only be used once. All that's needed is a CAD model and the metal powder to build them. "We have a lot of plans for the EOSINT M 280," says Funke.
The use of DMLS may be opening other doors for APS. Because the AM process can produce parts that are far closer to their intended geometry than previously possible, downstream machining operations are often reduced, and in some cases eliminated entirely. "We might give the shop a DMLS part that once took 18 hours to traditionally produce from bar stock," he points out. "That part would have taken 22 to 26 hours to print, but it could have features that could not have been traditionally manufactured, such as organic holes.
"Now to finish that part would only take 3 to 4 hours to machine sealing surfaces and tight tolerance features. So by using DMLS we've freed up the machine shop by 14 to 15 hours to run other product. DMLS is changing our entire manufacturing flow, potentially giving us greater capacity to work on other projects, or even bid on outside work."
The opportunities are endless, Seaton points out. "Traditional manufacturing methods have gotten us this far, but the improved efficiencies of parts created with DMLS are game changers," he says. "It creates a domino effect, where longer product lifespans lead to less disruption for equipment maintenance, greater drilling time, and lower costs. Ultimately, this makes for a happier customer and additional sales orders.
"The manufacturing industry is definitely going in this direction; you can either be on the DMLS bus or not. APS has made the decision to get on that bus."
Source: EOS
Published June 2016
Rate this article
View our terms of use and privacy policy